

锡膏检测设备多少钱-锡膏检测设备-亿昇精密





锡膏使用时应注意以下事项:
5、印制板的板面及焊点的多少,决定次加到网板上的锡膏量,锡膏检测设备生产厂家,一般次加200-300g,印刷一段时间后再适当加入一点,确保锡膏印刷时沿前进方向作顺时针走向滚动,厚度约等于1/2到3/4个金属的高度。
6、板印刷锡膏后应在尽可能短的时间内贴装完,以防止助焊膏等溶剂挥发,原则上不应超过8h,超过时间应把锡膏清洗后重新印刷。
锡膏的使用与管理方法
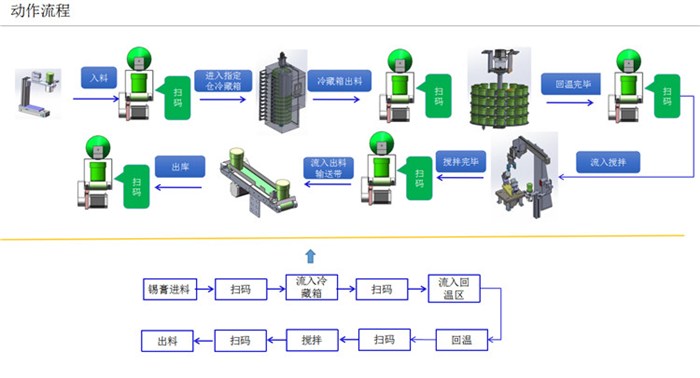
1.回温:将原装锡膏瓶从冰箱取出后,在室温20℃~25℃时放置时间不得少于4小时以充分回温之室温为度,并在锡膏瓶上的状态标签纸上写明解冻时间,锡膏检测设备供应商,同时填好锡膏进出管制表。
2.搅拌:手工:用扁铲按同一方向搅拌5~10分钟,以合金粉与焊剂搅拌均匀为准。自动搅拌机:若搅拌机速为1200转/分时,则需搅拌2~3分钟,以搅拌均匀为准且在使用时仍需用手动按同一方向搅动1分钟。
3.使用环境:温湿度范围:20℃~25℃ 45%~75%
4.使用投入量:半自动印刷机,锡膏检测设备,印刷时钢网上锡膏成柱状体滚动,直径为1~1.5cm即可。5使用原则:
a.使用锡膏一定要优先使用回收锡膏并且只能用一次,再剩余的做报废处理。
b.锡膏
5.使用原则:先进先用(使用次剩余的锡膏时必须与新锡膏混合,新旧锡膏混合比例至少1:1(新锡膏占比例较大为好,且为同型号同批次)。

使用3D锡膏测厚仪减少返修率
当用户开始从元器件级上认识到焊膏沉积质量和焊接工艺之间清晰的关系时,3D焊膏检查在测试策略中将扮演越来越重要的角色。
多年来,锡膏检测设备公司,许多工艺工程师和质量管理者一直对焊膏检查仪(SPI)所带来的效益存在疑问。尽管在SMT的工艺流程中往往伴随着很高的缺陷等级,但很多SMT生产线都不曾真正执行过SPI检测。一些用户质疑其成本效益的分析结果,而另外一些用户则认为SPI,特别是3D SPI,仅仅在新产品导入(NPI)阶段或 产品试制期有用,而对于已经成熟的产品工艺是无利可图的。对他们而言,SPI所提供的信息既不会带来相关产品的任何质量提升,也不会把这种提升的需求和SPI设备配置不足挂起钩来。
锡膏检测设备供应商-亿昇精密-锡膏检测设备由深圳市亿昇精密工业有限公司提供。锡膏检测设备供应商-亿昇精密-锡膏检测设备是深圳市亿昇精密工业有限公司今年新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取联系人:王先生。


