
供应信息

潮州全位置焊接-亿昇精工(在线咨询)
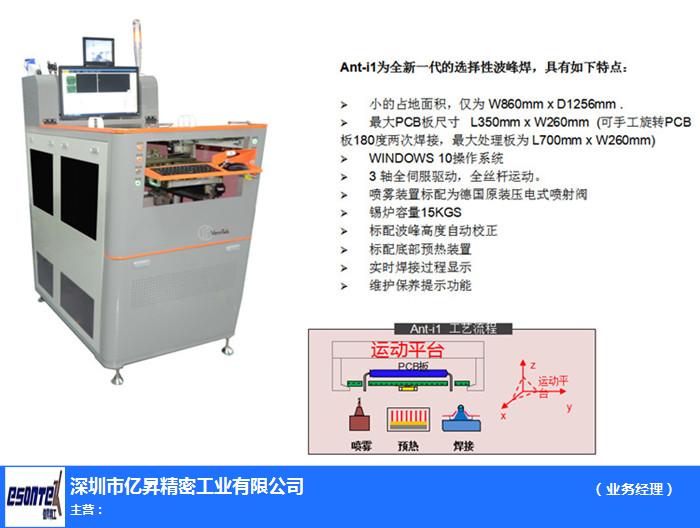





选择性波峰焊接全位置焊接系统是一种由程序控制,安装有助焊剂喷嘴和锡炉的多轴操纵平台。PCB板通过轨道在线运输定位后,首先将助焊剂准确喷涂于PCB板上的待焊部位,然后通过一个小型喷嘴(直径通常是2~4mm)和焊料泵创建一个的环形迷你焊料波峰,经过多轴操纵平台,从PCB板底部实施焊接。由于待焊接的元器件通常被SMT器件包围,且密度高、间距小,为避免损坏底部邻近器件及焊盘,选择焊工艺必须是非常的。

选择焊,亿昇精密选择焊拥有前沿技术的开发和应用,满足不断变化的市场需求。拥有超过10年的焊接工艺经验,真正了解客户遇到的问题。我们将焊接经验转化为可编程和可跟踪的软件设计,减少对工程师经验的依赖,更多的依靠机器本身提高焊接质量。
防备处理波峰焊接后线路板呈现连锡现象的办法
1、按照PCB规划标准进行规划。两个端头Chip的长轴与焊接方向垂直,SOT、SOP的长轴应与焊接方向平行。将SOP终一个引脚的焊盘加宽(规划一个窃锡焊盘)
2、插装元器件引脚应根据印制板的孔距及安装要求进行成形,全位置焊接,如采用短插一次焊工艺,焊接面元件引脚显露印制板表面0.8~3mm,插装时要求元件体规矩。
3、根据PCB标准、是否多层板、元器件多少、有无贴装元器件等设置预热温度防备处理波峰焊接后线路板呈现连锡现象的办法防备处理波峰焊接后线路板呈现连锡现象的办法

波峰焊使用可编程且可移动的小型锡筒和各种灵活的焊接喷嘴,因此可以进行编程以避免在焊接过程中在PCB的B侧使用某些固定螺钉和加强筋。 为了避免因接触高温焊料而造成损坏,无需使用定制的焊盘和其他方法。
从波峰焊和手工焊的比较中可以看出,波峰焊具有焊接质量好,柔韧性强,缺陷率低,污染少,焊接元件多样性等优点。
潮州全位置焊接-亿昇精密波峰焊由深圳市亿昇精密工业有限公司提供。深圳市亿昇精密工业有限公司坚持“以人为本”的企业理念,拥有一支高素质的员工队伍,力求提供更好的产品和服务回馈社会,并欢迎广大新老客户光临惠顾,真诚合作、共创美好未来。亿昇精工——您可信赖的朋友,公司地址:深圳市宝安区西乡街道南昌社区易捷通智慧产业园C座210,联系人:王先生。


