
供应信息

大朗选择性波峰焊-选择性波峰焊供应商-亿昇精密选择性波峰焊
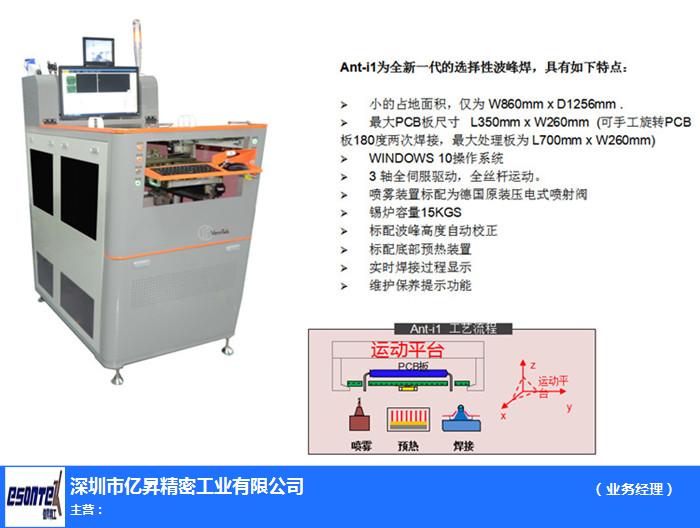





选择焊,亿昇精密选择焊拥有前沿技术的开发和应用,满足不断变化的市场需求。拥有超过10年的焊接工艺经验,真正了解客户遇到的问题。我们将焊接经验转化为可编程和可跟踪的软件设计,减少对工程师经验的依赖,更多的依靠机器本身提高焊接质量。
波峰焊连锡影响因素:
1、助焊剂流量/比重/松香含量还有它的活性及耐温度
2、预热温度,过输速度,导轨角度,选择性波峰焊供应,焊接时间,选择性波峰焊生产,两波之间温差,两波之间的距离,波形,波峰流速,两波的高低,大朗选择性波峰焊,波峰不平,过炉方向,选择性波峰焊多少钱,焊盘设计过大,焊盘设计过近,没有托锡点,锡的铜含量,PCB质量,PCB受潮,环境因素,锡炉温度等等这些都可能会造成波峰焊的连锡。

选择性波峰焊是否会粘附在线路板上取决于基板材料。如果锡珠和线路板的粘附力小于锡珠的重力,锡珠就会从就会从 线路板上弹开落回锡缸中。 在这种情况下,线路板上的阻焊层是个非常重要的因 素。比较粗燥的阻焊层会和锡珠有更小的接触 面,锡珠不易粘在线路板上。在无铅焊接过程中,高温会使阻焊层更柔滑,更易造成锡珠粘在线路板上。
防备处理波峰焊接后线路板呈现连锡现象的办法
1、根据PCB标准、是否多层板、元器件多少、有无贴装元器件等设置预热温度防备处理波峰焊接后线路板呈现连锡现象的办法防备处理波峰焊接后线路板呈现连锡现象的办法
2、锡波温度为250±5℃,焊接时间3~5s。温度略低时,传送带速度应调慢一些。
3、更换助焊剂。
4、插装元器件引脚应根据印制板的孔距及安装要求进行成形,如采用短插一次焊工艺,焊接面元件引脚显露印制板表面0.8~3mm,插装时要求元件体规矩。

选择性波峰焊供应-亿昇精工(在线咨询)-大朗选择性波峰焊由深圳市亿昇精密工业有限公司提供。深圳市亿昇精密工业有限公司拥有很好的服务与产品,不断地受到新老用户及业内人士的肯定和信任。我们公司是商盟认证会员,点击页面的商盟客服图标,可以直接与我们客服人员对话,愿我们今后的合作愉快!


