

焊接件价格-亿昇精工(在线咨询)
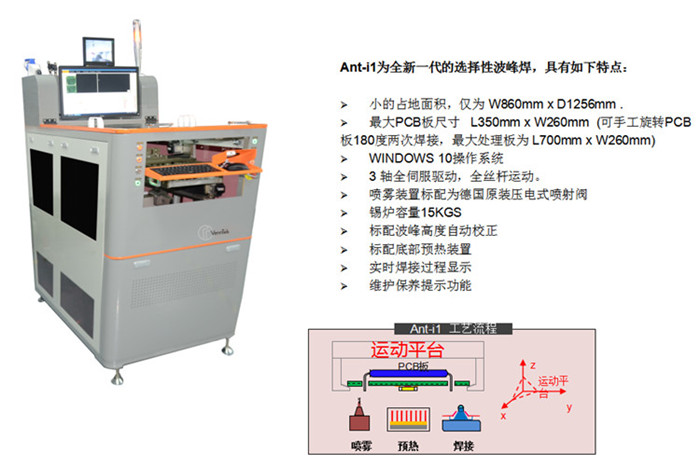





选择焊一般由助焊剂喷涂、预热和焊接三个模块构成。通过设备编程装置,助焊剂喷涂模块可对每个焊点依次完成助焊剂选择性喷涂,经预热模块预热后,大型焊接,再由焊接模块对每个焊点逐点完成焊接。
回流焊是SMT技术应用非常多的一种生产工艺。回流焊主要适用于表面贴装元器件与印制板的焊接,通过重新熔化预先分配到印制板焊盘上的膏状软钎焊料,实现表面贴装元器件焊端或引脚与印制板焊盘间机械与电气连接的软钎焊,从而实现具有定可靠性的电路功能。

回流焊将元器件焊接到PCB板材上,是焊接表面帖装器件的。它靠热气流对焊点的作用,胶状的焊剂在一定的高温气流下进行物理反应达到SMD的焊接;之所以叫'回流焊'是因为气体在焊机内循环流动产生高温达到焊接目的。
回流焊设备的内部有一个加热电路,将氮气加热到足够高的温度后吹向已经贴好元件的线路板,让元件两侧的焊料融化后与主板粘结。
1.要设置合理的再流焊温度曲线并定期做温度曲线的实时测试。
2.要按照PCB设计时的焊接方向进行焊接。
3.焊接过程中严防传送带震动。
4.必须对首块印制板的焊接效果进行检查。
5.焊接是否充分、焊点表面是否光滑、焊点形状是否呈半月状、锡球和残留物的情况、连焊和虚焊的情况。还要检查PCB表面颜色变化等情况。并根据检查结果调整温度曲线。在整批生产过程中要定时检查焊接质量。

波峰焊预热温度控制得好,可防止虚焊、拉和桥接,减小焊料波对基板的热冲击,有效地解决焊接过程中PCB板翘曲、分层、变形问题。如预热温度偏低或和预热时间过短,焊剂中的溶剂挥发不充分,焊接时产生气体引起气孔、锡球等焊接缺陷;如预热温度偏高或预热时间过长,焊剂被提前分解,使焊剂失去活性,同样会引起毛刺、桥接等焊接缺陷。
因此要恰当控制预热温度和时间,好的预热温度是在波峰焊前涂覆在PCB底面的焊剂带有粘性。波峰焊机中常见的预热方法有三种:①空气对流加热;②红外加热器加热;③热空气和辐射相结合的方法加热。
焊接件价格-亿昇精工由深圳市亿昇精密工业有限公司提供。深圳市亿昇精密工业有限公司(www.ewintek.cn)是一家从事“光学检测设备,焊接机,焊接机器人,回流焊设备,工装,治具等”的公司。自成立以来,我们坚持以“诚信为本,稳健经营”的方针,勇于参与市场的良性竞争,使“亿昇”品牌拥有良好口碑。我们坚持“服务为先,用户至上”的原则,使亿昇精工在电子、电工产品制造设备中赢得了众的客户的信任,树立了良好的企业形象。 特别说明:本信息的图片和资料仅供参考,欢迎联系我们索取准确的资料,谢谢!


